TECHNOLOGIE UND WISSENSCHAFT
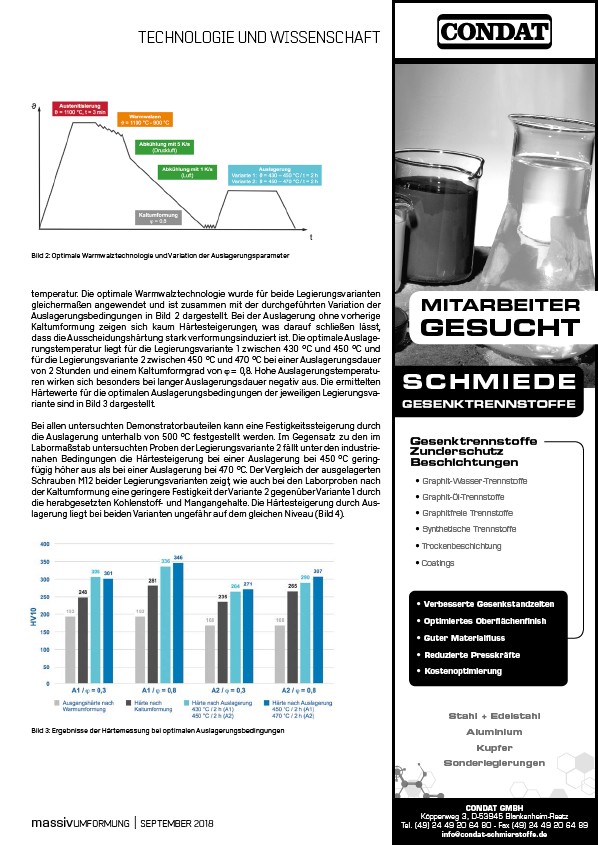
Bild 2: Optimale Warmwalztechnologie und Variation der Auslagerungsparameter
temperatur.
Die optimale Warmwalztechnologie
wurde für beide Legierungsvarianten
gleichermaßen
angewendet
und ist zusammen mit der durchgeführten
Variation
der
Auslagerungsbedingungen
in Bild 2 dargestellt.
Bei der Auslagerung
ohne vorherige
Kaltumformung
zeigen sich kaum Härtesteigerungen,
was darauf schließen lässt,
dass die Ausscheidungshärtung
stark verformungsinduziert
ist. Die optimale
Auslagerungstemperatur
liegt für die Legierungsvariante
1 zwischen 430 °C und 450 °C und
für die Legierungsvariante
2 zwischen 450 °C und 470 °C bei einer Auslagerungsdauer
von 2 Stunden und einem Kaltumformgrad
von ϕ = 0,8. Hohe Auslagerungstemperaturen
wirken sich besonders
bei langer Auslagerungsdauer
negativ
aus. Die ermittelten
Härtewerte
für die optimalen
Auslagerungsbedingungen
der jeweiligen
Legierungsvariante
sind in Bild 3 dargestellt.
Bei allen untersuchten
Demonstratorbauteilen
kann eine Festigkeitssteigerung
durch
die Auslagerung
unterhalb
von 500 °C festgestellt
werden. Im Gegensatz
zu den im
Labormaßstab
untersuchten
Proben
der Legierungsvariante
2 fällt unter den industrienahen
Bedingungen
die Härtesteigerung
bei einer Auslagerung
bei 450 °C geringfügig
höher aus als bei einer Auslagerung
bei 470 °C. Der Vergleich
der ausgelagerten
Schrauben
M12 beider Legierungsvarianten
zeigt, wie auch bei den Laborproben
nach
der Kaltumformung
eine geringere
Festigkeit
der Variante
2 gegenüber
Variante
1 durch
die herabgesetzten
Kohlenstoff
und Mangangehalte.
Die Härtesteigerung
durch Auslagerung
liegt bei beiden Varianten
ungefähr
auf dem gleichen Niveau
(Bild 4).
Bild 3: Ergebnisse der Härtemessung bei optimalen Auslagerungsbedingungen
MITARBEITER
GESUCHT
SCHMIEDE
GESENKTRENNSTOFFE
Gesenktrennstoffe
Zunderschutz
Beschichtungen
• Graphit-Wasser-Trennstoffe
• Graphit-Öl-Trennstoffe
• Graphitfreie Trennstoffe
• Synthetische Trennstoffe
• Trockenbeschichtung
• Coatings
• Verbesserte Gesenkstandzeiten
• Optimiertes Oberflächenfinish
• Guter Materialfluss
• Reduzierte Presskräfte
• Kostenoptimierung
Stahl + Edelstahl
Aluminium
Kupfer
Sonderlegierungen
CONDAT GMBH
Köppenweg 3, D-53945 Blankenheim-Reetz
massivUMFORMUNG | SEPTEMBER 2018 69
Tel. (49) 24 49 20 64 80 - Fax (49) 24 49 20 64 89
info@condat-schmierstoffe.de