TECHNOLOGIE UND WISSENSCHAFT
1: Prozessübergreifende Effekte und Methoden bei Umformung und Wärmebehandlung
EXPERIMENTE
Untersuchungsmaterial
war ein stranggegossener
Einsatzstahl
20MnCr5. An Modellproben
wurden
Grundlagenuntersuchungen
zur Beschreibung
der identifizierten
Effekte und zur
Datenbestimmung
durchgeführt.
Die integrierte
Umform
und
Wärmebehandlungssimulation
wurde anhand
industrieller
Prozesse
geprüft.
In der Kaltumformroute
wurden
gepresste
Kegelradrohlinge
aus 20MnCr5 nach der Umformung,
sowie nach
einer Einsatzhärtung,
nach einer Blindhärtung
oder nach einem
Spannungsarmglühen
charakterisiert.
In der Warmumformroute
wurde
eine Nabe einer Einsatzhärtung
unterzogen
und
charakterisiert.
UMFORMUNG
Für die Berechnung
der Fließspannung
wird die Berechnung
einer mittleren
Versetzungsdichte
verwendet
4. Die Änderung
der Versetzungsdichte
für einen bestimmten
Zeitschritt
wird
durch die Beiträge
der Versetzungsakkumulation
und -annihilation
bestimmt.
Die Versetzungsannihilation
muss aus den experimentell
ermittelten
Fließspannungen
in Abhängigkeit
der
Temperatur
und chemischen
Zusammensetzung
definiert
werden,
wodurch
diese auch zur Beschreibung
von geseigertem
Material
dienen
kann. Auf der Grundlage
der Versetzungsdichte
können
alle industriell
relevanten
Größen
(beispielsweise
Fließspannung,
gespeicherte
Energie,
Härte oder Verfestigungsvermögen)
durchgängig
berechnet
werden
und stehen
nach
der Umformsimulation
für eine anschließende
Wärmebehandlungssimulation
zur Verfügung.
In der Industrie
wird versucht,
ungewollte
Gefügeentwicklungen,
wie beispielsweise
das abnormale
Kornwachstum,
mit dem
Umformprozess
zu korrelieren.
Die gespeicherten
Versetzungen
können
als Maß für das abnormale
Kornwachstum
dienen.
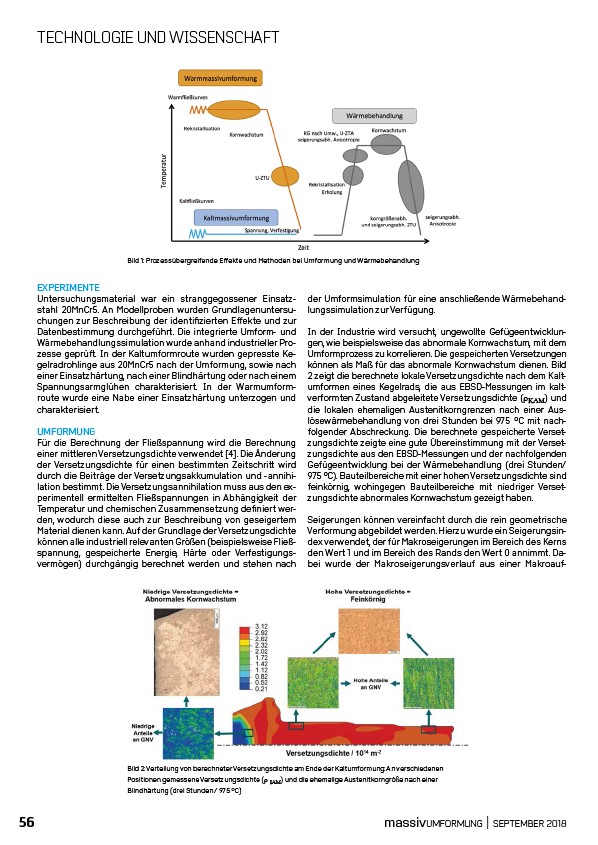
Bild
2 zeigt die berechnete
lokale
Versetzungsdichte
nach dem Kaltumformen
eines Kegelrads,
die aus EBSD-Messungen
im kaltverformten
Zustand
abgeleitete
Versetzungsdichte
(ρKAM) und
die lokalen
ehemaligen
Austenitkorngrenzen
nach einer Auslösewärmebehandlung
von drei Stunden
bei 975 °C mit nachfolgender
Abschreckung.
Die berechnete
gespeicherte
Versetzungsdichte
zeigte
eine gute Übereinstimmung
mit der Versetzungsdichte
aus den EBSD-Messungen
und der nachfolgenden
Gefügeentwicklung
bei der Wärmebehandlung
(drei Stunden/
975 °C). Bauteilbereiche
mit einer hohen
Versetzungsdichte
sind
feinkörnig,
wohingegen
Bauteilbereiche
mit niedriger
Versetzungsdichte
abnormales
Kornwachstum
gezeigt
haben.
Seigerungen
können
vereinfacht
durch die rein geometrische
Verformung
abgebildet
werden.
Hierzu
wurde
ein Seigerungsindex
verwendet,
der für Makroseigerungen
im Bereich des Kerns
den Wert 1 und im Bereich des Rands den Wert 0 annimmt. Dabei
wurde
der Makroseigerungsverlauf
aus einer MakroaufBild
Bild 2: Verteilung von berechneter Versetzungsdichte am Ende der Kaltumformung: An verschiedenen
Positionen gemessene
Versetzungsdichte (ρKAM) und die ehemalige Austenitkorngröße nach einer
Blindhärtung (drei Stunden / 975 °C)
56 massivUMFORMUNG | SEPTEMBER 2018