TECHNOLOGIE UND WISSENSCHAFT
a) b)
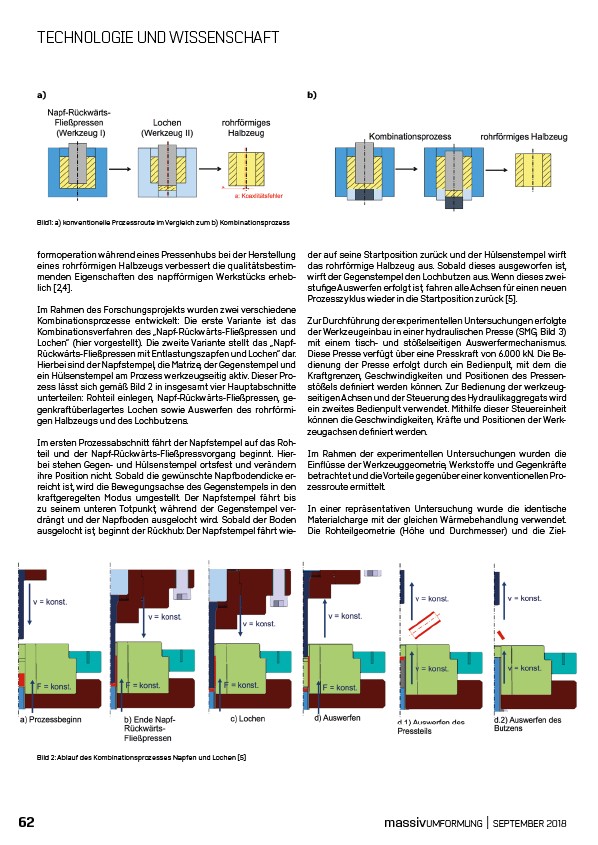
a) konventionelle Prozessroute im Vergleich zum b) Kombinationsprozess
formoperation
während
eines Pressenhubs
bei der Herstellung
eines rohrförmigen
Halbzeugs
verbessert
die qualitätsbestimmenden
Eigenschaften
des napfförmigen
Werkstücks
erheblich
2,4.
Im Rahmen
des Forschungsprojekts
wurden
zwei verschiedene
Kombinationsprozesse
entwickelt:
Die erste Variante
ist das
Kombinationsverfahren
des „Napf-Rückwärts
Fließpressen
und
Lochen“ (hier vorgestellt).
Die zweite Variante
stellt das „Napf-
Rückwärts
Fließpressen
mit Entlastungszapfen
und Lochen“ dar.
Hierbei
sind der Napfstempel,
die Matrize,
der Gegenstempel
und
ein Hülsenstempel
am Prozess
werkzeugseitig
aktiv.
Dieser
Prozess
lässt sich gemäß
Bild 2 in insgesamt
vier Hauptabschnitte
unterteilen:
Rohteil
einlegen,
Napf-Rückwärts
Fließpressen,
gegenkraftüberlagertes
Lochen sowie
Auswerfen
des rohrförmigen
Halbzeugs
und des Lochbutzens.
Im ersten Prozessabschnitt
fährt der Napfstempel
auf das Rohteil
und der Napf-Rückwärts
Fließpressvorgang
beginnt.
Hierbei
stehen
Gegen
und Hülsenstempel
ortsfest
und verändern
ihre Position
nicht. Sobald
die gewünschte
Napfbodendicke
erreicht
ist, wird die Bewegungsachse
des Gegenstempels
in den
kraftgeregelten
Modus umgestellt.
Der Napfstempel
fährt bis
zu seinem unteren
Totpunkt,
während
der Gegenstempel
verdrängt
und der Napfboden
ausgelocht
wird. Sobald
der Boden
ausgelocht
ist, beginnt
der Rückhub:
Der Napfstempel
fährt wieder
auf seine Startposition
zurück
und der Hülsenstempel
wirft
das rohrförmige
Halbzeug
aus. Sobald
dieses
ausgeworfen
ist,
wirft der Gegenstempel
den Lochbutzen
aus. Wenn dieses
zweistufige
Auswerfen
erfolgt
ist, fahren
alle Achsen für einen neuen
Prozesszyklus
wieder
in die Startposition
zurück
5.
Zur Durchführung
der experimentellen
Untersuchungen
erfolgte
der Werkzeugeinbau
in einer hydraulischen
Presse
(SMG, Bild 3)
mit einem tisch- und stößelseitigen
Auswerfermechanismus.
Diese Presse
verfügt
über eine Presskraft
von 6.000 kN. Die Bedienung
der Presse
erfolgt
durch ein Bedienpult,
mit dem die
Kraftgrenzen,
Geschwindigkeiten
und Positionen
des Pressenstößels
definiert
werden
können.
Zur Bedienung
der werkzeugseitigen
Achsen und der Steuerung
des Hydraulikaggregats
wird
ein zweites
Bedienpult
verwendet.
Mithilfe
dieser
Steuereinheit
können
die Geschwindigkeiten,
Kräfte und Positionen
der Werkzeugachsen
definiert
werden.
Im Rahmen
der experimentellen
Untersuchungen
wurden
die
Einflüsse
der Werkzeuggeometrie,
Werkstoffe
und Gegenkräfte
betrachtet
und die Vorteile
gegenüber
einer konventionellen
Prozessroute
ermittelt.
In einer repräsentativen
Untersuchung
wurde die identische
Materialcharge
mit der gleichen Wärmebehandlung
verwendet.
Die Rohteilgeometrie
(Höhe und Durchmesser)
und die ZielBild1:
Bild 2: Ablauf des Kombinationsprozesses Napfen und Lochen 5
62 massivUMFORMUNG | SEPTEMBER 2018