Aussichtsreich
für die Warmumformung
erscheinen
einer
Literaturrecherche
zufolge
ein Johnson-Cook-Kriterium,
das um
den Zehner-Hollomon-Parameter
z erweitert
wird, sowie
ein
z-erweitertes
Oyane-Kriterium
2. Der Parameter
z beinhaltet
die Temperatur
und die Dehnrate,
zwei relevante
Größen
für
das Bruchverhalten
in der Warmumformung
2, 3. Die Verwendung
des Zehner-Hollomon-Parameters
ist ein innovativer
Ansatz,
der sich noch nicht als Stand der Technik
etabliert
hat. Die hier verwendeten
Kriterien
für die Warmumformung
sind also
abhängig
von der Spannungs
Triaxialität
und dem
Zehner-Hollomon-Parameter.
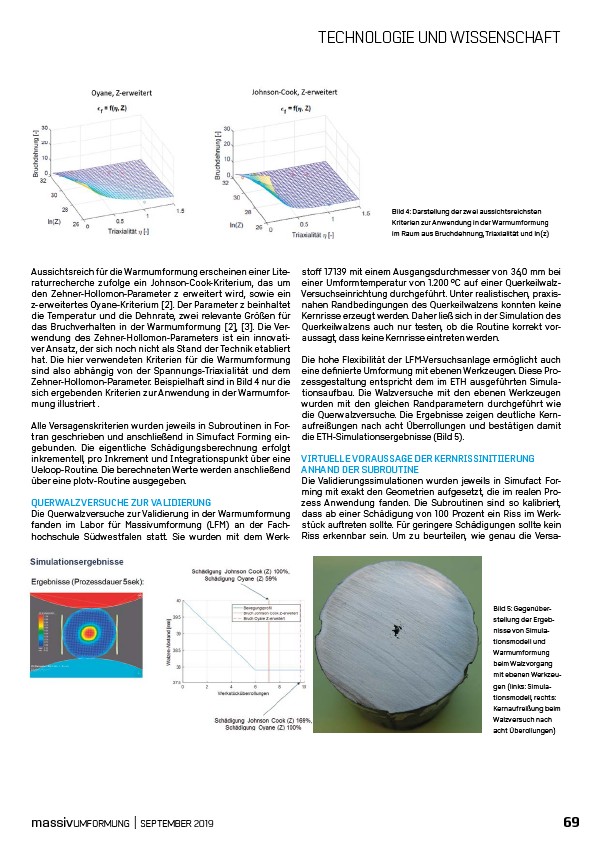
Beispielhaft
sind in Bild 4 nur die
sich ergebenden
Kriterien
zur Anwendung
in der Warmumformung
illustriert
.
Alle Versagenskriterien
wurden
jeweils
in Subroutinen
in Fortran
geschrieben
und anschließend
in Simufact
Forming
eingebunden.
Die eigentliche
Schädigungsberechnung
erfolgt
inkrementell,
pro Inkrement
und Integrationspunkt
über eine
Ueloop-Routine.
Die berechneten
Werte
werden
anschließend
über eine
plotv-Routine
ausgegeben.
QUERWALZVERSUCHE
ZUR VALIDIERUNG
Die Querwalzversuche
zur Validierung
in der Warmumformung
fanden
im Labor
für Massivumformung
(LFM) an der Fachhochschule
Südwestfalen
statt. Sie wurden
mit dem WerkBild
TECHNOLOGIE UND WISSENSCHAFT
Bild 4: Darstellung
der zwei aussichtsreichsten
Kriterien
zur Anwendung
in der Warmumformung
im Raum aus Bruchdehnung,
Triaxialität
und ln(z)
stoff 1.7139 mit einem
Ausgangsdurchmesser
von 36,0 mm bei
einer
Umformtemperatur
von 1.200 °C auf einer Querkeilwalz
Versuchseinrichtung
durchgeführt.
Unter
realistischen,
praxisnahen
Randbedingungen
des Querkeilwalzens
konnten
keine
Kernrisse
erzeugt
werden.
Daher
ließ sich in der Simulation
des
Querkeilwalzens
auch nur testen,
ob die Routine
korrekt
voraussagt,
Die hohe
Flexibilität
der LFM-Versuchsanlage
ermöglicht
auch
eine
definierte
Umformung
mit ebenen
Werkzeugen.
Diese
Prozessgestaltung
entspricht
dem im ETH ausgeführten
Simulationsaufbau.
Die Walzversuche
mit den ebenen
Werkzeugen
wurden
mit den gleichen
Randparametern
durchgeführt
wie
die Querwalzversuche.
Die Ergebnisse
zeigen
deutliche
Kernaufreißungen
nach acht Überrollungen und bestätigen
damit
VIRTUELLE
VORAUSSAGE
DER KERNRISSINITIIERUNG
ANHAND
DER SUBROUTINE
Die Validierungssimulationen
wurden
jeweils
in Simufact
Forming
mit exakt
den Geometrien
aufgesetzt,
die im realen
Prozess
Anwendung
fanden.
Die Subroutinen
sind so kalibriert,
dass ab einer
Schädigung
von 100 Prozent
ein Riss im Werkstück
auft
reten
sollte.
Für geringere
Schädigungen
sollte
kein
Riss erkennbar
sein. Um zu beurteilen,
wie genau
die Versa
5: Gegenüberstellung
der Ergebnisse
von Simulationsmodell
und
Warmumformung
beim Walzvorgang
mit ebenen
Werkzeugen
(links: Simulationsmodell,
rechts:
Kernaufreißung
beim
Walzversuch
nach
acht Überollungen)
dass keine
Kernrisse
eintreten
werden.
die ETH-Simulationsergebnisse
(Bild 5).
massivUMFORMUNG | SEPTEMBER 2019 69