AUS DER PRAXIS
Bild 3: Herkömmlicher
Sprühkopf
in Aktion
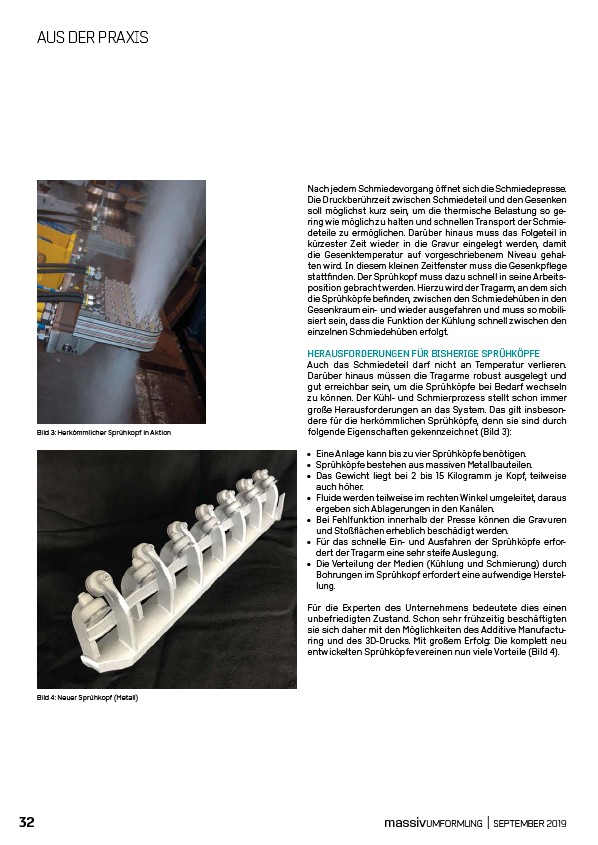
Bild 4: Neuer
Sprühkopf
(Metall)
Nach jedem
Schmiedevorgang
öffnet
sich die Schmiedepresse.
Die Druckberührzeit
zwischen
Schmiedeteil
und den Gesenken
soll möglichst
kurz sein, um die thermische
Belastung
so gering
wie möglich
zu halten
und schnellen
Transport
der Schmiedeteile
zu ermöglichen.
Darüber
hinaus
muss das Folgeteil
in
kürzester
Zeit wieder
in die Gravur
eingelegt
werden,
damit
die Gesenktemperatur
auf vorgeschriebenem
Niveau
gehalten
wird. In diesem
kleinen
Zeitfenster
muss die Gesenkpflege
stattfinden.
Der Sprühkopf
muss dazu
schnell in seine
Arbeitsposition
gebracht
werden.
Hierzu
wird der Tragarm,
an dem sich
die Sprühköpfe
befinden,
zwischen
den Schmiedehüben
in den
Gesenkraum
ein- und wieder
ausgefahren
und muss so mobilisiert
sein, dass die Funktion
der Kühlung
schnell zwischen
den
einzelnen
Schmiedehüben
erfolgt.
HERAUSFORDERUNGEN FÜR BISHERIGE SPRÜHKÖPFE
Auch das Schmiedeteil
darf nicht an Temperatur
verlieren.
Darüber
hinaus
müssen
die Tragarme
robust
ausgelegt
und
gut erreichbar
sein, um die Sprühköpfe
bei Bedarf
wechseln
zu können.
Der Kühl- und Schmierprozess
stellt schon immer
große
Herausforderungen
an das System.
Das gilt insbesondere
für die herkömmlichen
Sprühköpfe,
denn sie sind durch
folgende
Eigenschaften
gekennzeichnet
(Bild 3):
• Eine
Anlage
kann bis zu vier Sprühköpfe
benötigen.
• Sprühköpfe
bestehen
aus massiven
Metallbauteilen.
• Das Gewicht
liegt bei 2 bis 15 Kilogramm
je Kopf, teilweise
auch höher.
• Fluide
werden
teilweise
im rechten
Winkel
umgeleitet,
daraus
ergeben
sich Ablagerungen
in den Kanälen.
• Bei Fehlfunktion
innerhalb
der Presse
können
die Gravuren
und Stoßflächen
erheblich
beschädigt
werden.
• Für das schnelle
Ein- und Ausfahren
der Sprühköpfe
erfordert
der Tragarm
eine
sehr steife
Auslegung.
• Die Verteilung
der Medien
(Kühlung
und Schmierung)
durch
Bohrungen
im Sprühkopf
erfordert
eine
aufwendige
Herstellung.
Für die Experten
des Unternehmens
bedeutete
dies einen
unbefriedigten
Zustand.
Schon sehr frühzeitig
beschäft
igten
sie sich daher
mit den Möglichkeiten
des Additive
Manufacturing
und des 3D-Drucks. Mit großem
Erfolg:
Die komplett
neu
entwickelten
Sprühköpfe
vereinen
nun viele
Vorteile
(Bild 4).
32 massivUMFORMUNG | SEPTEMBER 2019