IM FOKUS
AUTOREN
Felix Kolpak, M. Sc.
ist wissenschaftlicher
Mitarbeiter
am Institut
für Umformtechnik
und Leichtbau
(IUL) der
Technischen
Universität
Dortmund
Prof. Dr.-Ing.
A. Erman Tekkaya
leitet
das Institut
für Umformtechnik
und Leichtbau
(IUL) der Technischen
Universität
Dortmund
Getriebewellen
sind dynamisch
hochbelastete
Bauteile.
Eine
Methode
zur Herstellung
von Getriebewellen
ist das Konzept
der gebauten
Welle.
Dabei
entstehen
der Wellengrundkörper
sowie
ein oder mehrere
Ritzel
zunächst
in getrennter
Fertigung,
ehe sie zu einer
Getriebewelle
zusammengefügt
werden.
Für einzelne
Komponenten
fällt die Wahl dabei
häufig
auf das Verfahren
der Kaltmassivumformung.
Die Vorteile
liegen
unter
anderem
in der hohen
Werkstoffausnutzung,
dem
ununterbrochenen
resultierenden
Faserverlauf
sowie
in der
Kaltverfestigung
des Werkstoffs
und damit
der Verbesserung
der mechanischen
Eigenschaften
1.
Neben
der Variation
der Werkzeugparameter
untersuchte
die
Projektgruppe
eine
einstufige
sowie
eine
zweistufige
Prozessvariante
zur Herstellung
einer
doppelt
abgesetzten
Welle
und
verglich
die resultierenden
mechanischen
Eigenschaften
der
umgeformten
Bauteile.
Dr.-Ing. Christoph Dahnke
ist ehemaliger Abteilungsleiter
der Abteilung
Massivumformung
am Institut
für Umformtechnik
und Leichtbau
(IUL) der Technischen
Universität
Dortmund
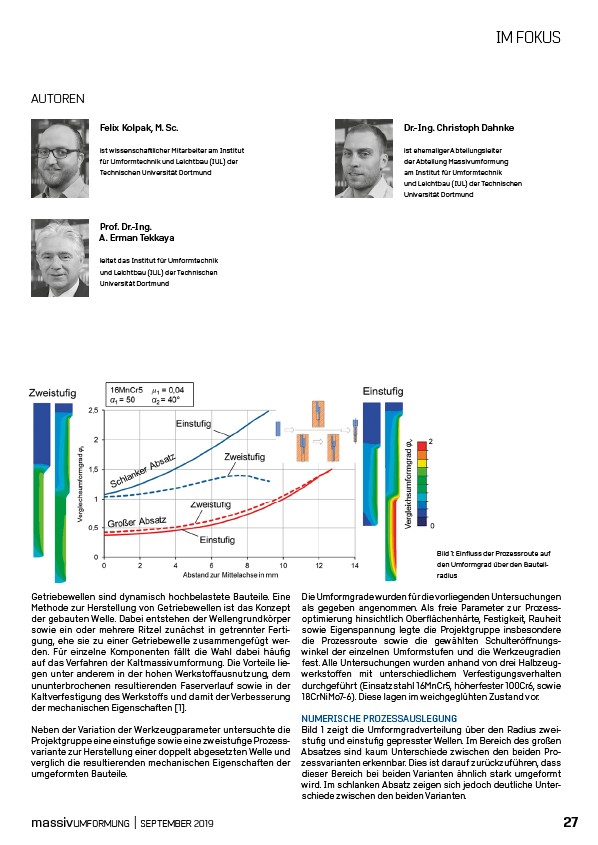
Bild 1: Einfluss
der Prozessroute
auf
den Umformgrad
über den Bauteilradius
Die Umformgrade
wurden
für die vorliegenden
Untersuchungen
als gegeben
angenommen.
Als freie Parameter
zur Prozessoptimierung
hinsichtlich
Oberflächenhärte,
Festigkeit,
Rauheit
sowie
Eigenspannung
legte
die Projektgruppe
insbesondere
die Prozessroute
sowie
die gewählten
Schulteröffnungswinkel
der einzelnen
Umformstufen
und die Werkzeugradien
fest. Alle
Untersuchungen
wurden
anhand
von drei Halbzeugwerkstoffen
mit unterschiedlichem
Verfestigungsverhalten
durchgeführt
(Einsatzstahl
16MnCr5, höherfester
100Cr6, sowie
18CrNiMo7-6). Diese
lagen
im weichgeglühten
Zustand
vor.
NUMERISCHE
PROZESSAUSLEGUNG
Bild 1 zeigt die Umformgradverteilung
über den Radius
zweistufig
und einstufig
gepresster
Wellen.
Im Bereich
des großen
Absatzes
sind kaum Unterschiede
zwischen
den beiden
Prozessvarianten
erkennbar.
Dies ist darauf
zurückzuführen,
dass
dieser
Bereich
bei beiden
Varianten
ähnlich
stark umgeformt
wird. Im schlanken
Absatz
zeigen
sich jedoch
deutliche
Unterschiede
zwischen
den beiden
Varianten.
massivUMFORMUNG | SEPTEMBER 2019 27