AUS DER PRAXIS
NUR EIN ZEHNTEL
GEWICHT
Gesenkschmiedeteile
können
die unterschiedlichsten
Formen
haben
– entsprechend
müssen
sich Kühlung
und
Schmierung
an die Form der Gravuren
anpassen.
Die Position
der Sprühdüsen
muss stimmen,
und die Winkel
sowie
die
Sprühintensität
müssen
an die Bedürfnisse
der Gesenkform
angepasst
sein. Da der individuelle
Sprühkopf
diesen
Formen
folgt, sieht er auch immer
unterschiedlich
aus. Mit dieser
hohen
Komplexität
sind diese
Teile
prädestiniert
für additive
Fertigungsverfahren.
Es liegt auch nahe,
dass die Entwickler
ursprünglich
davon
ausgingen,
die in einer
Gesenkschmiede
zum Einsatz
kommenden
Teile
in Metall
zu drucken.
Im Laufe
der Entwicklung
und Zusammenarbeit
mit den Kunden
unter
Praxisbedingungen
zeigte
sich jedoch,
dass Lösungen
aus
Kunststoff
sämtliche
Anforderungen
erfüllen
(Bild 5).
Das Ergebnis
sind Sprühköpfe,
die die Sprühautomation
nur
noch mit einem
Zehntel
des herkömmlichen
Gewichts
belasten.
Es erschließt
sich ohne
aufwendige
Rechnung,
dass dies
den Verschleiß
der Gelenkteile
im Tragarm
stark vermindert.
Folgerichtig
befinden
sich gewichtsreduzierte
Tragarme
mit
höherer
Dynamik
bereits
in der Entwicklung
und werden
in
naher Zukunft
angeboten.
Das Design
der neuen
Sprühköpfe
ist zum Patent
angemeldet,
bietet
große
Flexibilität
in der
Materialauswahl
und stellt derzeit
die einfachste
Möglichkeit
dar, einen
Sprühkopf
zu gestalten.
Ohne
eine
wesentliche
Änderung
in der Geometrie
kann dieses
Teil in Kunststoff
oder Metall
(Aluminium
oder Edelstahl)
hergestellt
werden.
Dabei
erzielt
die im additiven
Verfahren
hergestellte
Metallvariante
immer
noch eine
Gewichtsersparnis
von rund
70 Prozent
gegenüber
einem
herkömmlichen
Sprühkopf.
Die
Konstruktion
der Sprühköpfe
erfolgt
mit einer
intelligenten
Software,
die aufgrund
der Düsenposition
automatisch
die
optimale
Geometrie
des Sprühkopfs
für den 3D-Druck berechnet.
ERFOLGREICH
IM PRAXISEINSATZ
Die Sprühköpfe
wurden
inzwischen
erfolgreich
getestet
und
eingesetzt.
Dabei
konnten
in den meisten
Fällen
die vorhandenen
Anschlüsse
genutzt
werden.
Die eingesetzten
Sprühköpfe
aus Polyamid
wiesen
im Dauerbetrieb
eine
Temperatur
von maximal
50 °C auf und arbeiteten
ohne
Probleme.
Bei
einem gemeinsamen
Test mit einem
Kunden
wurden
sogar
nur 14 °C gemessen.
Dies erklärt
sich zum einen
aufgrund
der
ständigen
Kühlung
durch Pressluft,
die zum Entfernen
von
Zunder
benötigt
wird, ist zum anderen
aber auch prozessbedingt,
da die Sprühköpfe
kaum mit dem glühenden
Teil in
Berührung
kommen
können.
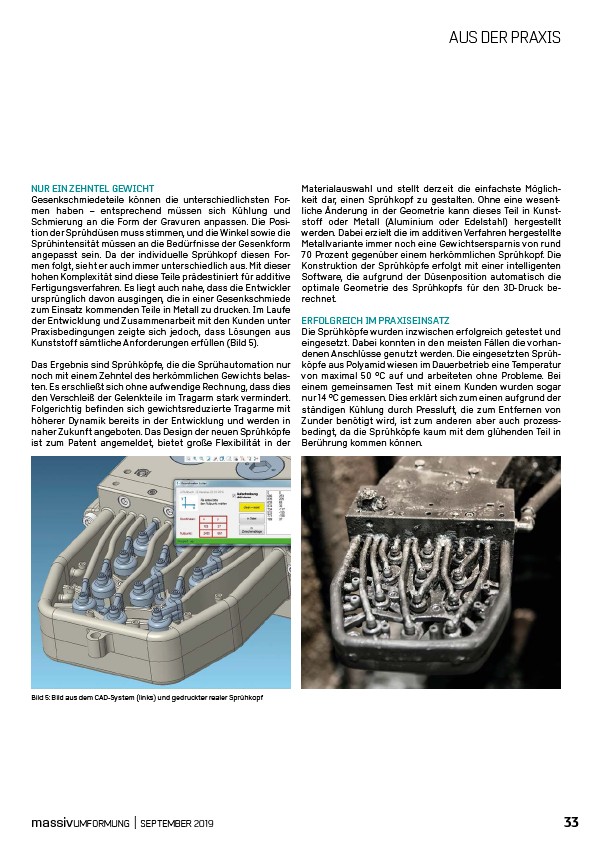
Bild 5: Bild aus dem CAD-System (links) und gedruckter
realer
Sprühkopf
massivUMFORMUNG | SEPTEMBER 2019 33