AUS DER PRAXIS
AUTOREN
Dr.-Ing. Thomas Witulski
ist Leiter
Werkstoffe
und Prozesse
bei der Otto Fuchs KG
in Meinerzhagen
Die Integralbauweise
findet
seit vielen
Jahren
bei Flugzeugstrukturen
aus Aluminium
oder Titan
Anwendung
1, 2.
Dabei
werden
möglichst
viele
Einzelbauteile
integriert,
um
Spannungssprünge
an den Fügestellen
zu vermeiden
sowie
Gewicht
und Kosten
zu senken.
Bild 1 zeigt einen
Flügelanschlussbeschlag
der Transall
C160 aus den 1960er-Jahren:
Die
damals
41 Einzelteile
lassen
sich durch ein einziges
Gesenkschmiedeteil
ersetzen.
Die aufkommende
Hochgeschwindigkeitszerspanung
ermöglichte
es, große
Bauteile
kostengünstig
aus der Walzplatte
oder dem geschmiedeten
Block zu fertigen.
Dies förderte
die
Entwicklung
von Legierungen,
die auch bei größerer
Dicke
noch eine
gute
Kombination
aus Festigkeit
und Eigenspannungen
bieten.
Ein großer
Nachteil
der Integralbauweise
mit
Walzplatten
ist der hohe
Zerspanungsanteil
von bis zu 95 Prozent
des Rohmaterials
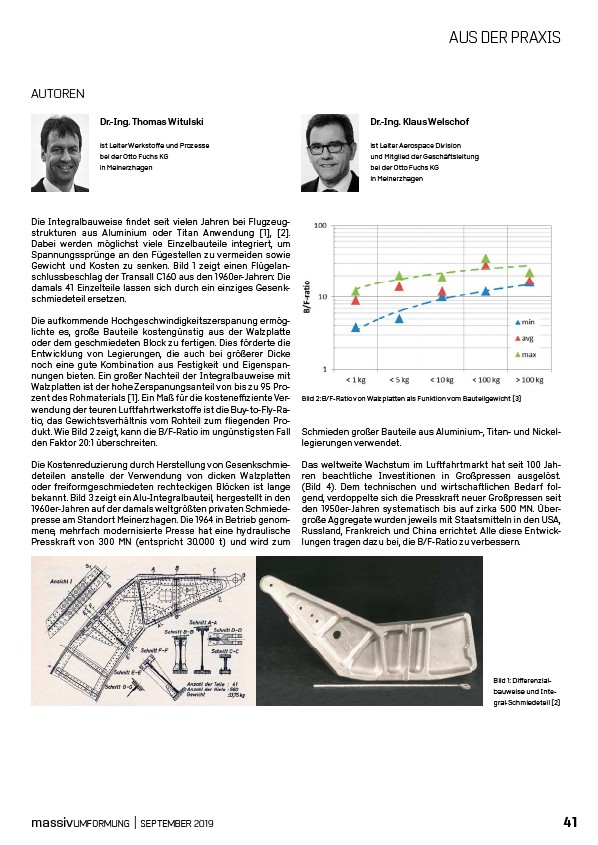
1. Ein Maß für die kosteneffiziente
Verwendung
der teuren
Luftfahrtwerkstoffe
ist die Buy-to-Fly-Ratio,
das Gewichtsverhältnis
vom Rohteil
zum fliegenden
Produkt.
Wie Bild 2 zeigt, kann die B/F-Ratio
im ungünstigsten
Fall
den Faktor
20:1 überschreiten.
Die Kostenreduzierung
durch Herstellung
von Gesenkschmiedeteilen
anstelle
der Verwendung
von dicken
Walzplatten
oder freiformgeschmiedeten
rechteckigen
Blöcken
ist lange
bekannt.
Bild 3 zeigt ein Alu-Integralbauteil,
hergestellt
in den
1960er-Jahren
auf der damals
weltgrößten
privaten
Schmiedepresse
am Standort
Meinerzhagen. Die 1964 in Betrieb
genommene,
mehrfach
modernisierte
Presse
hat eine
hydraulische
Presskraft
von 300 MN (entspricht
30.000 t) und wird zum
Dr.-Ing. Klaus Welschof
ist Leiter
Aerospace Division
und Mitglied der Geschäftsleitung
bei der Otto Fuchs KG
in Meinerzhagen
Bild 2: B/F-Ratio
von Walzplatten
als Funktion
vom Bauteilgewicht
3
Schmieden
großer
Bauteile
aus Aluminium,
Titan
und Nickellegierungen
verwendet.
Das weltweite
Wachstum
im Luftfahrtmarkt
hat seit 100 Jahren
beachtliche
Investitionen
in Großpressen
ausgelöst.
(Bild 4). Dem technischen
und wirtschaftlichen
Bedarf folgend,
verdoppelte
sich die Presskraft
neuer Großpressen
seit
den 1950er-Jahren systematisch
bis auf zirka 500 MN. Übergroße
Aggregate
wurden jeweils mit Staatsmitteln
in den USA,
Russland, Frankreich und China errichtet.
Alle diese
Entwicklungen
tragen
dazu bei, die B/F-Ratio
zu verbessern.
Bild 1: Differenzialbauweise
und Integral
Schmiedeteil
2
massivUMFORMUNG | SEPTEMBER 2019 41