TECHNOLOGIE UND WISSENSCHAFT
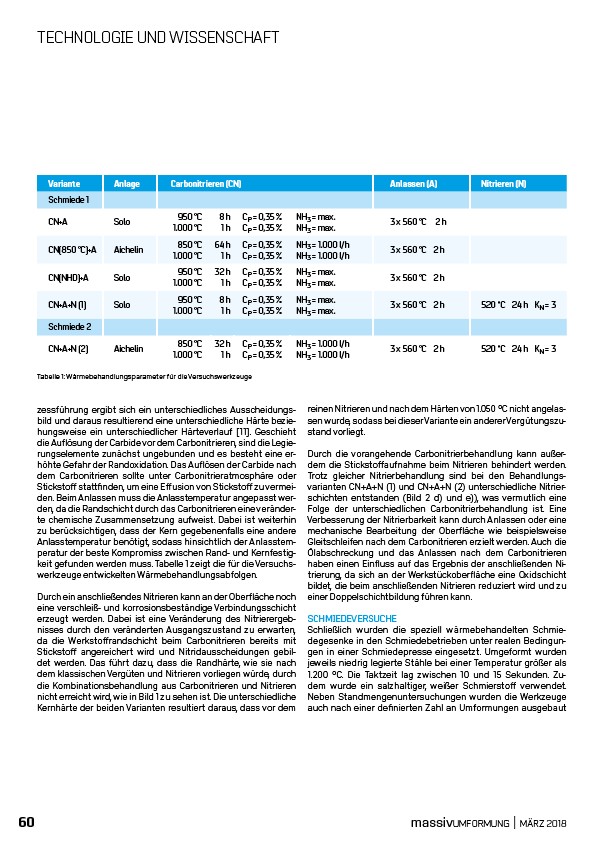
Variante Anlage Carbonitrieren (CN) Anlassen (A) Nitrieren (N)
Schmiede 1
CN+A Solo
950 °C
1.000 °C
8 h
1 h
CP = 0,35 %
CP = 0,35 %
CN(850 °C)+A Aichelin
850 °C
1.000 °C
64 h
1 h
CP = 0,35 %
CP = 0,35 %
CN(NHD)+A Solo
950 °C
1.000 °C
32 h
1 h
CP = 0,35 %
CP = 0,35 %
CN+A+N (1) Solo
950 °C
1.000 °C
8 h
1 h
CP = 0,35 %
CP = 0,35 %
Schmiede 2
CN+A+N (2) Aichelin
850 °C
1.000 °C
32 h
1 h
CP = 0,35 %
CP = 0,35 %
Tabelle 1: Wärmebehandlungsparameter für die Versuchswerkzeuge
zessführung
ergibt
sich ein unterschiedliches
Ausscheidungsbild
und daraus resultierend
eine unterschiedliche
Härte
beziehungsweise
ein unterschiedlicher
Härteverlauf
11. Geschieht
die Auflösung
der Carbide
vor dem Carbonitrieren,
sind die Legierungselemente
zunächst
ungebunden
und es besteht
eine erhöhte
NH3 = max.
NH3 = max.
NH3 = 1.000 l/h
NH3 = 1.000 l/h
NH3 = max.
NH3 = max.
NH3 = max.
NH3 = max.
NH3 = 1.000 l/h
NH3 = 1.000 l/h
Gefahr
der Randoxidation.
Das Auflösen
der Carbide
nach
dem Carbonitrieren
sollte
unter Carbonitrieratmosphäre
oder
Stickstoff
stattfinden,
um eine Effusion
von Stickstoff
zu vermeiden.
Beim Anlassen
muss die Anlasstemperatur
angepasst
werden,
da die Randschicht
durch das Carbonitrieren
eine veränderte
chemische
Zusammensetzung
aufweist.
Dabei
ist weiterhin
zu berücksichtigen,
dass der Kern gegebenenfalls
eine andere
Anlasstemperatur
benötigt,
sodass
hinsichtlich
der Anlasstemperatur
der beste
Kompromiss
zwischen
Rand- und Kernfestigkeit
gefunden
werden
muss. Tabelle
1 zeigt die für die Versuchswerkzeuge
entwickelten
Wärmebehandlungsabfolgen.
Durch ein anschließendes
Nitrieren
kann an der Oberfläche
noch
eine verschleiß
und korrosionsbeständige
Verbindungsschicht
erzeugt
werden.
Dabei
ist eine Veränderung
des Nitrierergebnisses
durch den veränderten
Ausgangszustand
zu erwarten,
da die Werkstoffrandschicht
beim Carbonitrieren
bereits
mit
Stickstoff
angereichert
wird und Nitridausscheidungen
gebildet
werden.
Das führt dazu,
dass die Randhärte,
wie sie nach
dem klassischen
Vergüten
und Nitrieren
vorliegen
würde,
durch
die Kombinationsbehandlung
aus Carbonitrieren
und Nitrieren
nicht erreicht
wird, wie in Bild 1 zu sehen ist. Die unterschiedliche
Kernhärte
der beiden
Varianten
resultiert
daraus,
dass vor dem
3 x 560 °C 2 h
3 x 560 °C 2 h
3 x 560 °C 2 h
3 x 560 °C 2 h 520 °C 24 h KN = 3
3 x 560 °C 2 h 520 °C 24 h KN = 3
reinen Nitrieren
und nach dem Härten
von 1.050 °C nicht angelassen
wurde, sodass
bei dieser
Variante
ein anderer
Vergütungszustand
vorliegt.
Durch die vorangehende
Carbonitrierbehandlung
kann außerdem
die Stickstoffaufnahme
beim Nitrieren
behindert
werden.
Trotz gleicher
Nitrierbehandlung
sind bei den Behandlungsvarianten
CN+A+N (1) und CN+A+N (2) unterschiedliche
Nitrierschichten
entstanden
(Bild 2 d) und e)), was vermutlich
eine
Folge
der unterschiedlichen
Carbonitrierbehandlung
ist. Eine
Verbesserung
der Nitrierbarkeit
kann durch Anlassen
oder eine
mechanische
Bearbeitung
der Oberfläche
wie beispielsweise
Gleitschleifen
nach dem Carbonitrieren
erzielt
werden.
Auch die
Ölabschreckung
und das Anlassen
nach dem Carbonitrieren
haben
einen
Einfluss
auf das Ergebnis
der anschließenden
Nitrierung,
da sich an der Werkstückoberfläche
eine Oxidschicht
bildet,
die beim anschließenden
Nitrieren
reduziert
wird und zu
einer Doppelschichtbildung
führen
kann.
SCHMIEDEVERSUCHE
Schließlich
wurden
die speziell
wärmebehandelten
Schmiedegesenke
in den Schmiedebetrieben
unter
realen
Bedingungen
in einer Schmiedepresse
eingesetzt.
Umgeformt
wurden
jeweils
niedrig
legierte
Stähle bei einer Temperatur
größer
als
1.200 °C. Die Taktzeit
lag zwischen
10 und 15 Sekunden.
Zudem
wurde
ein salzhaltiger,
weißer
Schmierstoff
verwendet.
Neben Standmengenuntersuchungen
wurden
die Werkzeuge
auch nach einer definierten
Zahl an Umformungen
ausgebaut
60 massivUMFORMUNG | MÄRZ 2018