IM FOKUS
Wie in allen
umformtechnischen
Prozessen
sind Umform
beziehungsweise
Reaktionskräfte
wesentliche
Verursacher
von Verschleiß
und Schäden
an Werkzeug
oder Maschine.
Eine einfache
und präzise
Beobachtung
dieser
Beanspruchungen
bietet
damit
auch einen zentralen
Zugang
für Prozessverbesserungen
und
Predictive
Maintenance
Ansätze.
Auf diesen
Ansätzen
basieren
die Services
Smart Correction
Aximus
und Smart Maintenance
Aximus
4.
Maschinenanbieter
sind gefordert,
Anlagen
zu verkaufen,
die
Überbeanspruchungen
erkennen
und Auslastungsinformationen
liefern.
Wo in der Vergangenheit
Überlastsicherungen
oder
einfache
Monitoringsysteme
ausreichten,
sind schon heute Lösungen
gefragt,
die umfassendes
Prozess
und Anlagenwissen
sowie
sicheres
Datenhandling
voraussetzen.
Die gestellte
Aufgabe
heißt demnach,
eine gesicherte
Grundlage
für nachhaltige
Lösungen
zu schaffen. Im Folgenden
wird der Weg einer systematischen
Systementwicklung
für die Aximus
Maschinen
dargestellt.
MASCHINENAUFBAU
UND MESSEBENEN
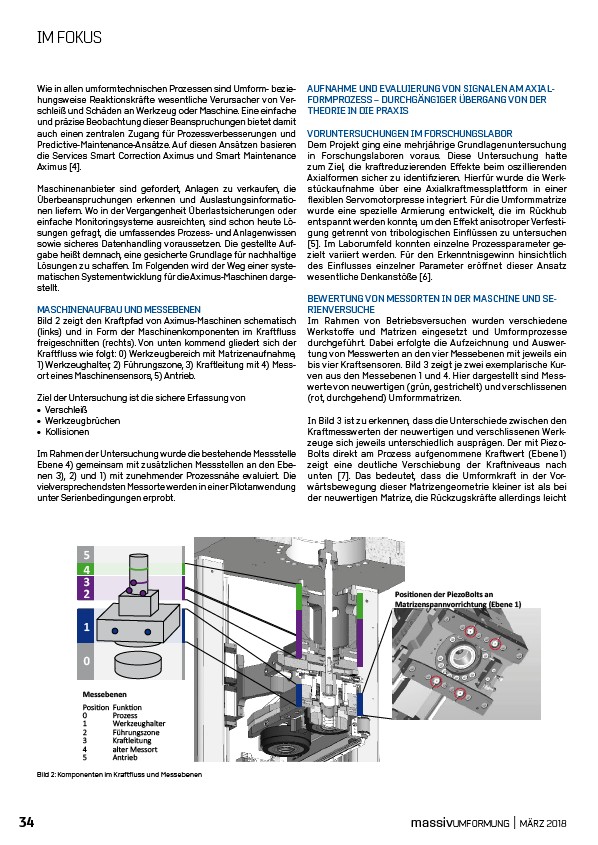
Bild 2 zeigt den Kraftpfad
von Aximus
Maschinen
schematisch
(links) und in Form der Maschinenkomponenten
im Kraftfluss
freigeschnitten
(rechts). Von unten
kommend
gliedert
sich der
Kraftfluss
wie folgt: 0) Werkzeugbereich
mit Matrizenaufnahme,
1) Werkzeughalter,
2) Führungszone,
3) Kraftleitung
mit 4) Messort
eines Maschinensensors,
5) Antrieb.
Ziel der Untersuchung
ist die sichere
Erfassung
von
• Verschleiß
• Werkzeugbrüchen
• Kollisionen
Im Rahmen
der Untersuchung
wurde
die bestehende
Messstelle
Ebene
4) gemeinsam
mit zusätzlichen
Messstellen
an den Ebenen
3), 2) und 1) mit zunehmender
Prozessnähe
evaluiert.
Die
vielversprechendsten
Messorte
werden
in einer Pilotanwendung
unter Serienbedingungen
erprobt.
AUFNAHME
UND EVALUIERUNG
VON SIGNALEN
AM AXIALFORMPROZESS
– DURCHGÄNGIGER
ÜBERGANG
VON DER
THEORIE
IN DIE PRAXIS
VORUNTERSUCHUNGEN
IM FORSCHUNGSLABOR
Dem Projekt
ging eine mehrjährige
Grundlagenuntersuchung
in Forschungslaboren
voraus.
Diese Untersuchung
hatte
zum Ziel, die kraftreduzierenden
Effekte
beim oszillierenden
Axialformen
sicher zu identifizieren.
Hierfür
wurde
die Werkstückaufnahme
über eine Axialkraftmessplattform
in einer
flexiblen
Servomotorpresse
integriert.
Für die Umformmatrize
wurde
eine spezielle
Armierung
entwickelt,
die im Rückhub
entspannt
werden
konnte, um den Effekt
anisotroper
Verfestigung
getrennt
von tribologischen
Einflüssen
zu untersuchen
5. Im Laborumfeld
konnten
einzelne
Prozessparameter
gezielt
variiert
werden.
Für den Erkenntnisgewinn
hinsichtlich
des Einflusses
einzelner
Parameter
eröffnet
dieser
Ansatz
wesentliche
Denkanstöße
6.
BEWERTUNG
VON MESSORTEN
IN DER MASCHINE
UND SERIENVERSUCHE
Im Rahmen
von Betriebsversuchen
wurden
verschiedene
Werkstoffe
und Matrizen
eingesetzt
und Umformprozesse
durchgeführt.
Dabei
erfolgte
die Aufzeichnung
und Auswertung
von Messwerten
an den vier Messebenen
mit jeweils
ein
bis vier Kraftsensoren.
Bild 3 zeigt je zwei exemplarische
Kurven
aus den Messebenen
1 und 4. Hier dargestellt
sind Messwerte
von neuwertigen
(grün, gestrichelt)
und verschlissenen
(rot, durchgehend)
Umformmatrizen.
In Bild 3 ist zu erkennen,
dass die Unterschiede
zwischen
den
Kraftmesswerten
der neuwertigen
und verschlissenen
Werkzeuge
sich jeweils
unterschiedlich
ausprägen.
Der mit PiezoBolts
direkt
am Prozess
aufgenommene
Kraftwert
(Ebene 1)
zeigt eine deutliche
Verschiebung
der Kraftniveaus
nach
unten 7. Das bedeutet,
dass die Umformkraft
in der Vorwärtsbewegung
dieser
Matrizengeometrie
kleiner
ist als bei
der neuwertigen
Matrize,
die Rückzugskräfte
allerdings
leicht
2 3 4 5
1
0
Messebenen
Position Funktion
0 Prozess
1 Werkzeughalter
2 Führungszone
3 Kraftleitung
4 alter Messort
5 Antrieb
Bild 2: Komponenten im Kraftfluss und Messebenen
Positionen der PiezoBolts an
Matrizenspannvorrichtung (Ebene 1)
34 massivUMFORMUNG | MÄRZ 2018